ترتبط دقة البعد وخشونة السطح للحفر وكفاءة الحفر مباشرة بجودة الشحذ القاطع وإعادة الطحن للحفر المتعرج.
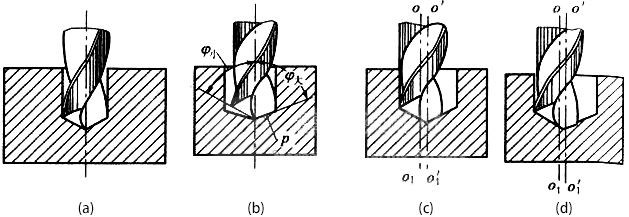
الرقم 1: تأثير طحن بت على machining
(أ) طحن بشكل صحيح
(ب) عدم التماثل في زاوية النقاط
(ج) طول مختلف من طحن القاطع
(د) زاوية النقاط وطحن القاطع غير متماثلة
من السهل وصعب شحذ حافة التدوير. ببساطة ، هناك فقط يجب شحذ زاويتين تخليص أولية ؛ بصعوبة ، ينبغي أن يكون التأكد من زاوية الخلوص ، زاوية نقطة وزاوية الجناح من حافة الإزميل صحيحة. حتى تكون شفرتي القطع الرئيسية متناظرتين ، فإن شفاه القطع الرئيسية لها نفس الزاوية مع محور الدوران لمثقب التواء ، والأطوال متساوية. راجع الشكل (أ).
ولعل زاوية نقطة الحفر المثقاب بعد طحنها هي عدم التماثل ، في حالة معدل تغذية الكمية ، يعمل شفة القطع الرئيسية التي تحتفظ بزاوية أكبر مع المغزل ، بينما لا يعمل الشفة الرئيسية الأخرى القطع. عندما يحدث هذا ، فإن الضغط على المثقاب ليس متوازنًا. شفة القطع الرئيسية في واحد من الحفر للمكون الأفقي لقوة القطع في المثقاب الملتوي إلى الجانب الآخر ، إما أن التمرين منحرف أو أكبر من اللازم. راجع الشكل (ب).
ربما تكون زاوية النقطة متناظرة بعد طحنها ، لكن طول شفتين مختلفتين للشفاه مختلفان ، وذكر أن مركز عمل المثقاب المتعرج يختلف عن المركز الهندسي. هذا هو المركز الهندسي o ~ o1 انتقل إلى العمل o '~ o'1 ، نتائج هذه الحفرة أكبر من قطر المثقاب تويست. راجع الشكل (ج).
ولعل زاوية نقطة الحفر الملتوي بعد شحذ القطع هو عدم التماثل ، وطول شفتين رئيسيتين مختلفتين ، وهذا ليس فقط قطر الحفرة أكبر من قطر حفر تويست ، بل يحدث أيضا ثقبًا متصاعدًا. راجع الشكل (د).
باختصار ، لتجنب الحالات بالشكل (ب) ، (ج) ، (د) أثناء طحن الحفر الملتوي الذي لا يحسن فقط جودة الحفر ، ولكن أيضا سيحسن ظروف الحفر ، ويأتى لإطالة عمر الخدمة من اللف تدريبات.
ولكي نفترض أن كل عمليات الحفر المطرقية صحيحة ، فبسبب عيوبها المتأصلة ، لا تزال هناك بعض العوامل غير المؤاتية في الحفر ، على سبيل المثال: زاوية الأرض لحافة الإزميل سالبة ، مثل -60 ° ~ -54 °؛ بحيث أن حالة الحفر ليست جيدة ، يجب أن تزيد من القوة المحورية ، فإن حافة الإزميل هي في الواقع الضغط وتقطيع المعدن على قطعة الشغل ، والتي تستهلك الكثير من الطاقة ، وتولد الكثير من الحرارة ، وهي سيئة للغاية في التمركز .
للعيوب من حفر تويست أعلاه ، يجب أن يطحن حفر تويست وفقا لمختلف المواد وحالات الحفر ، واستعراض الشكل 2.
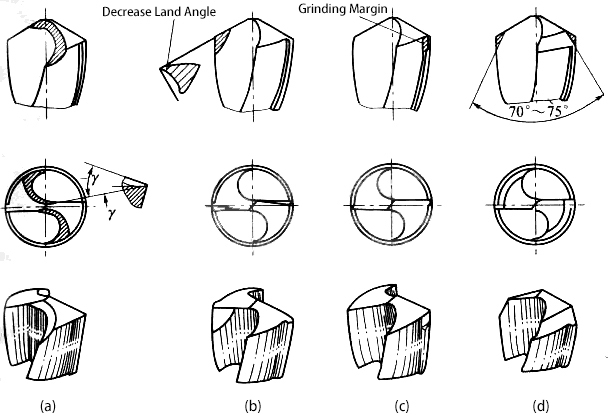
الشكل 2: حفر تويست Grinding
(أ) طحن إزميل الحافة
(ب) طحن وجه الخليع
(ج) طحن الحافة
(د) مضاعفة الطحن
(1) طحن إزميل الحافة
الحفاظ على الطول في 1/5 ~ 1/3 من الأصلي بعد طحن ، في نفس الوقت ، إصلاح اثنين من القاطع الداخلي وزاوية الأرض حوالي γ0 = 0 ° ~ 15 درجة. أقصر حافة إزميل طحن لمواد الشغل ليونة ، وإلا ، لتقليل طحن. سيقلل من القوة المحورية بعد الطحن ، ويزيد من تمركز المثقاب.
(2) طحن وجه الخليع
عندما تكون مادة قطعة الشغل للحفر أكثر نعومة ، يجب طحن وجه Rake ، لزيادة زاوية الأرض ، ثم زيادة حدة الشفة القطع ، وتخفيض قوة الحفر. عندما تكون قطعة الشغل من الحفر أكثر صعوبة ، يجب طحن وجه Rake من الحافة الخارجية ، لتقليل زاوية الأرض ، من أجل زيادة قوة الحفر تويست. أيضا يمكن طحن وجهين ، وتأتي إلى نفس النتائج الشاملة.
(3) طحن الحافة
أثناء استخدام الحفر ذو قطر أكبر أو حفر مادة أكثر نعومة وثقوبًا ذات دقة أعلى ، يجب أن يطحن الوجه الدائري ، والحفاظ على الحافة أضيق ، من أجل تقليل الاحتكاك بين حافة الحفر وكل الثقب.
(4) مزدوج طحن
على السطح البيني بين شفة القطع الرئيسية وشفة القطع الصغرى ، يجب أن يطحن حافة القاطع المستقيمة والمنتهية ، مكونة من طواحين مزدوجة الوجوه ، والزاوية حوالي 70 ° ~ 75 درجة ، حتى يمكن طحن ثلاث حواف وزاوية 50 ° ~ 70 درجة. خفض زاوية سوف يقلل من القوة المحورية ، وزيادة قوة وحالة انبعاث الحرارة ، تأتي لخفض ارتداء الحفر تويست والحد من خشونة جدار الثقب.
(5) طحن شريحة تقسيم الأخدود
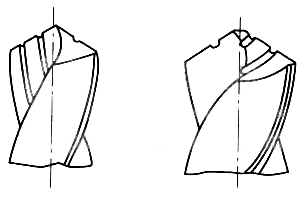
الشكل 3: رقاقة تقسيم الأخدود Drill
لأكبر قطر من حفر تويست، يجب أن يطحن فتحة ضيقة متداخلة على وجه الخليع وجناح الوجه الرئيسي من بت مثقاب تويست. مراجعة الشكل 3. للحفاظ على حافة القاطع ضيقة ، ولتحسين حالة إزالة الرقاقات وتقسيم الشريحة ، من المفيد حقن المزيد من سائل القطع ، تحسين حالة تبديد الحرارة ، وأيضا لتحسين جودة الحفر وكفاءة الحفر. في نفس الوقت ، خلال إعادة طحن حافة الإزميل التي لها تأثير حفر أفضل.








