أثناء عملية الحفر ، غالباً ما تواجه مشاكل المثاقب المكسورة. الآن ، تسرد PURROS Machinery حلول كسارة الحفر على النحو التالي:
حفر الكسر والحلول
تمت مشاركة صفحة التكنولوجيا مع خبرة المواهب الفنية في مجال طاحونة الحفر ، وتساعدك على حل الصعوبات التقنية ، وتجعلك في أخصائي إعادة طاحونة المثقاب.
أثناء عملية الحفر ، غالباً ما تواجه مشاكل المثاقب المكسورة. الآن ، تسرد PURROS Machinery حلول كسارة الحفر على النحو التالي:
حفر الكسر والحلول

| نوع أدوات القطع | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | س | س | ||||||
| الحفر HHSEnlarging | س | س | ||||||
| سبوت ويلد كربيد المثقاب | س | س | ||||||
| التدريبات الصلبة كربيد | س | س | س | |||||
| كربيد الصلبة على التوالي الناي الحفر | س | س | ||||||
| التدريبات الصلبة كربيد 3-فلوت | س | س | ||||||
| حفر بندقية | س | س | س | |||||
| مخرطة | س | س | س | |||||
| PCD توسيع الحفر | س | س | ||||||
| PCD Reamer | س | س |
(صنع بواسطة: Purros Machinery Co.، Ltd. )
Negerse Chamfering
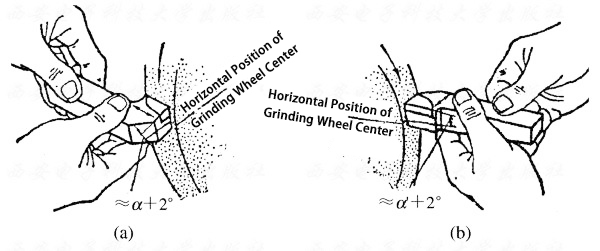
الخطوة 1: شحذ الوجه الجناح الرئيسي ، في نفس الوقت ، شحذ زاوية شفة الإغاثة ؛ الخطوة 2: شحذ الوجه الطفيف ، في نفس الوقت ، شحذ نهاية زاوية الإغاثة ؛ الخطوة 3: شحذ الوجه المزيف ، في نفس الوقت ، زاوية نقطة الشحذ ؛ الخطوة 4: ظلت شحذ الوجوه والطرف.
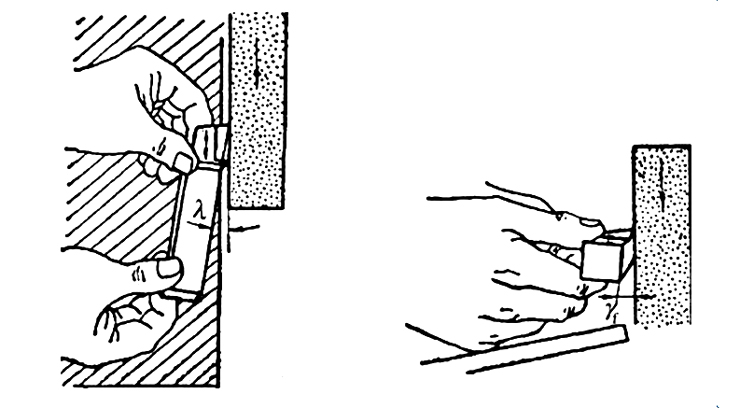
الآن ، PURROS Machinery تأخذ قاطع سبيكة كربيد طحن الخام كمثال ، لتوضيح طريقة شحذ أداة القطع . 1. شحذ الوجه الخشبي الكبير وجه الوجه الطفيف ، في الوقت نفسه ، شحذ زاوية الانحراف الرئيسية ، وزاوية تخفيف الشفة الرئيسية ، وزاوية صغيرة من الانحدار ، وزاوية تخفيف شفة طفيفة أيضا. يجب أن تكون زاوية زاوية إزالة الشفة الرئيسية وزاوية تخفيف الشفة البسيطة بالشحذ الخام أكبر من المطلوب. عرض الشكل:
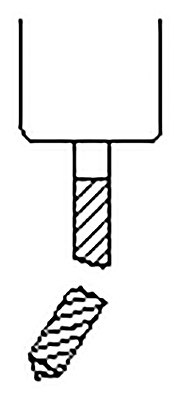
زاوية تخفيف الشفة Shank
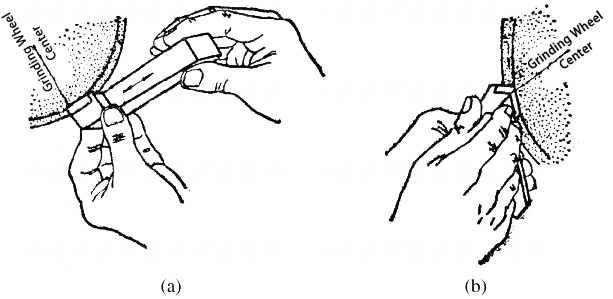
شحذ الخام Flute
عند شحذ الوجه الكبير للوجه ، يجب تحويل ساق أداة المخرطة بزاوية إلى اليسار كزاوية رئيسية متطورة ؛ أثناء شحذ الوجه المصغر ، يجب تحويل ساق أداة المخرطة بزاوية إلى اليمين كزاوية طليعة طفيفة.

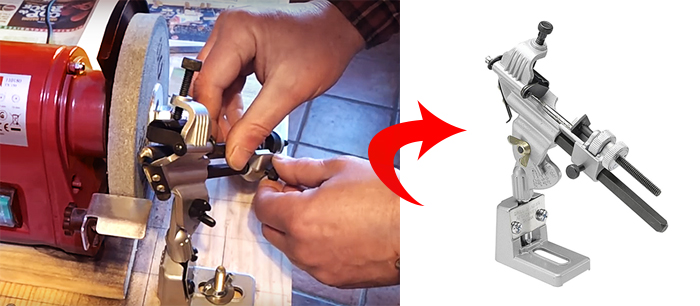
طحن عجلة
مع أداة تثقيب الحفر الخاصة بعلامة PURROS للحفر بت آلة شحذ PG-13D يمكنك الآن شحذ أدوات الثقب بدقة عالية. يمكن ضبط النقطة المثلى وزوايا الخلوص وفقًا لكل متطلبات الحفر ، والتي تعتمد على حجم الحفر والمواد التي يتم حفرها. يمكنك استعادة التدريبات البالية تمامًا بالإضافة إلى التدريبات المعطلة إلى جديد. عند شحذ التدريبات المكسورة ، قد يتم توفير الكثير من الوقت من خلال تشكيل يد الحفر بحرية قبل استخدام مرفق طحن الحفر. تغمس في الماء عند تشكيل اليد الحرة لمنع الانهاك.
في الإنتاج الفعلي ، قامت PURROS Machinery بجمع مشاكل العملاء الضخمة حول طحن بتات الحفر باليد ( بت الحفر اليدوية ) ، الآن ، قائمة ملخص المشاكل وكيفية حلها كخوار للرجوع إليها ودراستها. في الإنتاج الفعلي ، قامت PURROS Machinery بجمع مشاكل العملاء الضخمة حول طحن بتات الحفر باليد (بت الحفر اليدوية) ، الآن ، قائمة ملخص المشاكل وكيفية حلها كخوار للرجوع إليها ودراستها.
الخطوة 1: التحقق من زاوية النقطة (قطع زاوية الشفة) لبفة الثقب القياسية صحيحة أم لا ، وهل هي متماثلة مع محور لقمة الحفر القياسية؟ (إن زاوية نقطة القياس الصحيحة لقمة الحفر القياسية هي ± 118 ° ، إذا تم استخدامها لحفر مواد أكثر صعوبة يمكن توسيع زاوية النقاط إلى 120 درجة ؛ وإذا كانت هناك مواد أكثر ليونة ، يجب أن تكون زاوية النقطة أصغر من ذي قبل ، ولكن تذكر ، لا تقل عن 90 درجة.) الخطوة 2: للتحقق من طول وطول الشفتين القطع الرئيسية (حافة القطع الرئيسية) متسقة. لأن جودة الثقوب الآلية تتأثر بما إذا كان الطول هو نفسه. تتمثل طريقة التحقق من الخطوة 1 والخطوة 2 في ما يلي: ضع جزء القطع من لقمة الحفر الملتوية في وضع عمودي ، والحفاظ على البصر عند المستوى الأفقي ، ثم قم بتدوير 180 درجة بشكل متكرر ، حيث يكون محور المركز لقمة الحفر القياسية لمراقبة ما إذا كان طول شريحتين رئيسيتين متشابهتين في الدوران. من المفترض أن نلاحظ طول شريحتين رئيسيتين في منتصف المحور ؛ إذا كانت أطوال شريحتين رئيسيتين مختلفتين ، فيجب طحن الجانب الأقصر. Continue reading
تأتي لقم الثقب في مجموعة واسعة من الأشكال والأحجام ، وتتوفر في مجموعة متنوعة من المواد والطلاء. معظم عمليات الأدوات والآلات لها مثقاب مصممة خصيصًا لهذه المهمة. فيما يلي نظرة عامة سريعة على عدة أنواع من أدوات الحفر والمواد وأنواع التصميم.
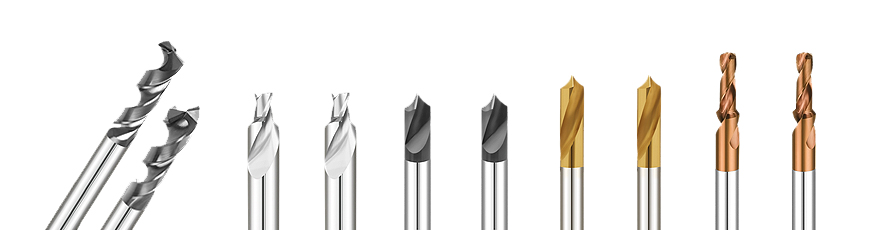
تصنيف لقم الثقب بواسطة Use